Üretim için kullanılan çelik türü, son ürünün dayanıklılığında anahtar bir faktördür. Yüksek kaliteli, aşınmaya karşı dayanıklı alaşım çelikleri seçilmesi gerekir, bunlara 40Cr, 20CrMn, stainless çelik vb. dahildir.
Delik açmadan önce, Yuvarlak çubuk belirli bir çap ve kalınlığa kesilir ve çevrilir ve ardından boyutsal tolerans ve yüzey kalitesi kontrol edilir. Başarılı ölçümler ve testlerden sonra, her ürüne özel bir ürün numarası atanır ve her üretim aşamasını takip etmek için detaylı teknik belgeler yapılır.
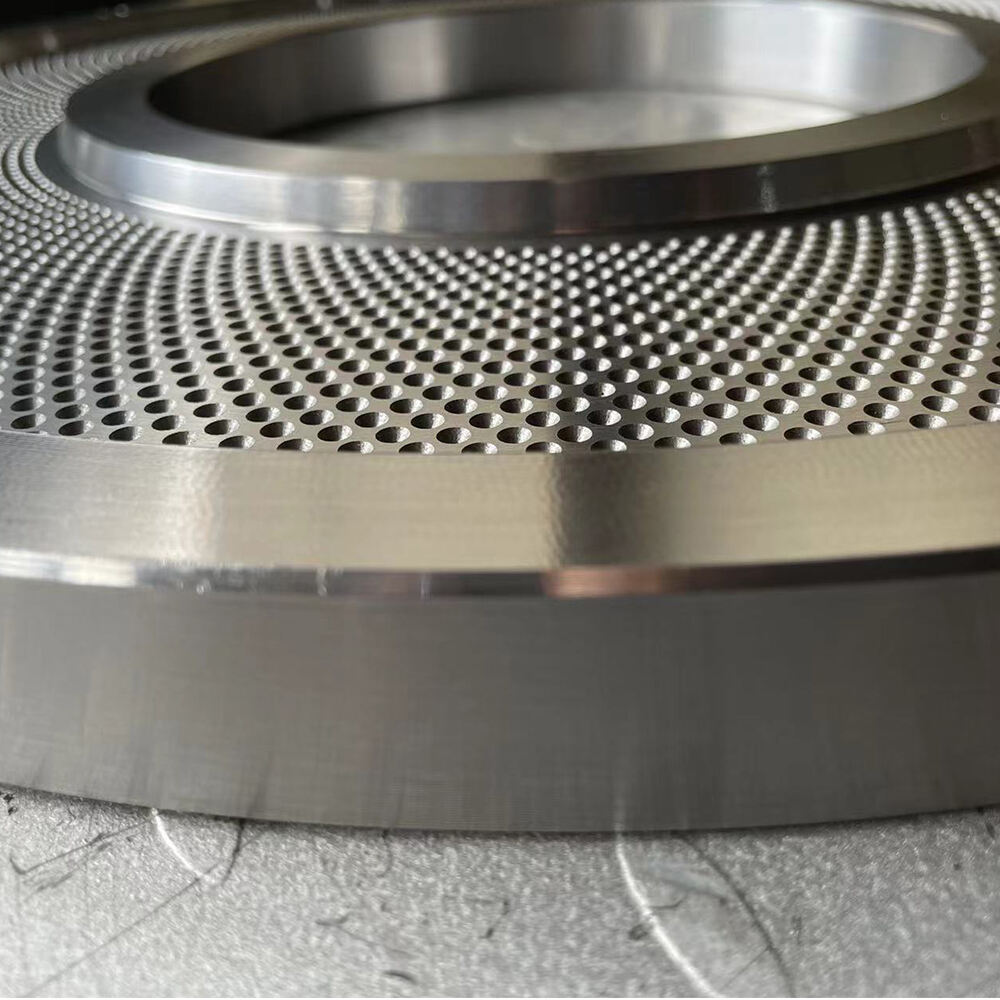
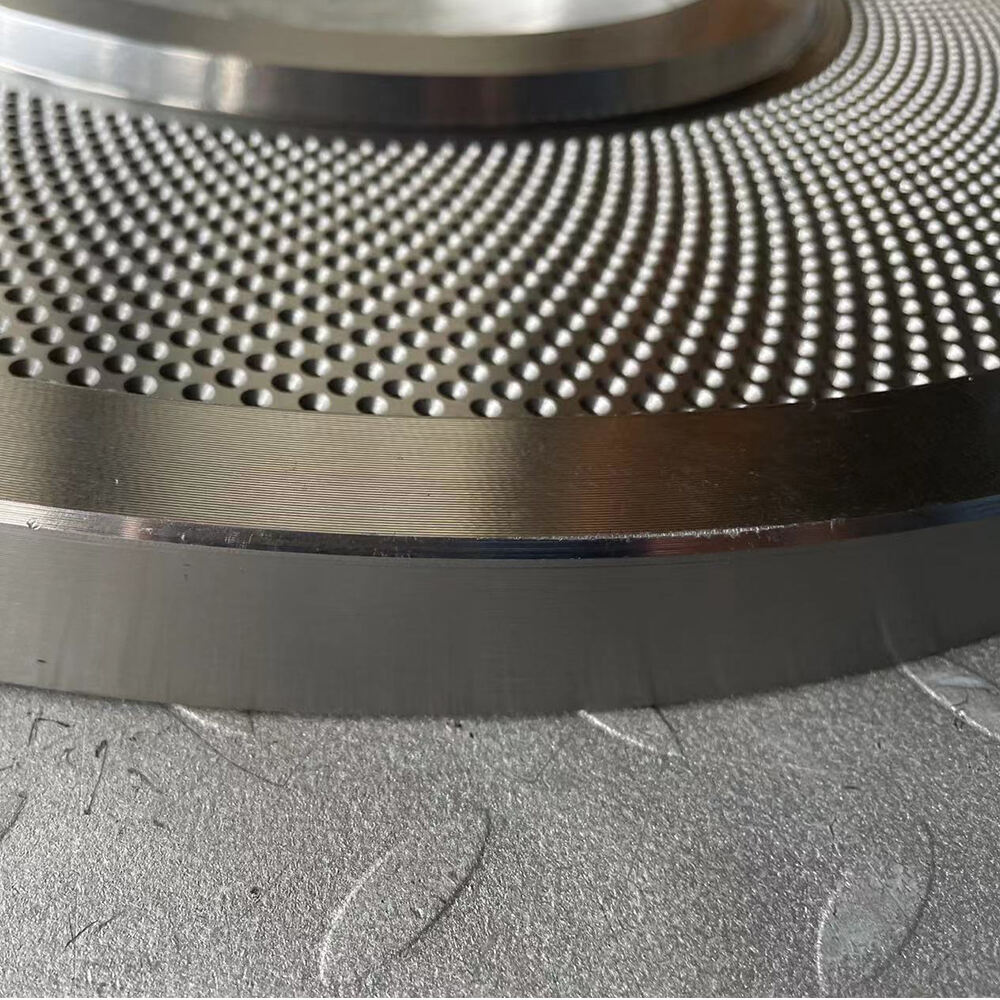
Delik açmadan önce, delik geometrisi ve uygun uzunluğun seçilmesi gereklidir. Yüksek hassasiyeti sağlamak ve maksimum delik düzliğini elde etmek için yüksek kaliteli freze aletlerine ihtiyaç duyulur.
Kontrboor derinliği ve açısı, granülasyon malzemesine bağlı olacaktır ve bu parametreler, son ürünün kalitesindeki anahtar faktörlerdir.
Isı işleme sertliği HRC55-66'dır, bu da iyi dayanıklılığa sahip olduğundan, aşınma direncini ve üretkenliğini artırmaktadır. Isı işleme işlemi, materyaller için maksimum sertlik ve uygun direnç sağlanması amacıyla uygun parametrelerle yapılmalıdır ki çatlaklık riski ortadan kaldırılsın.
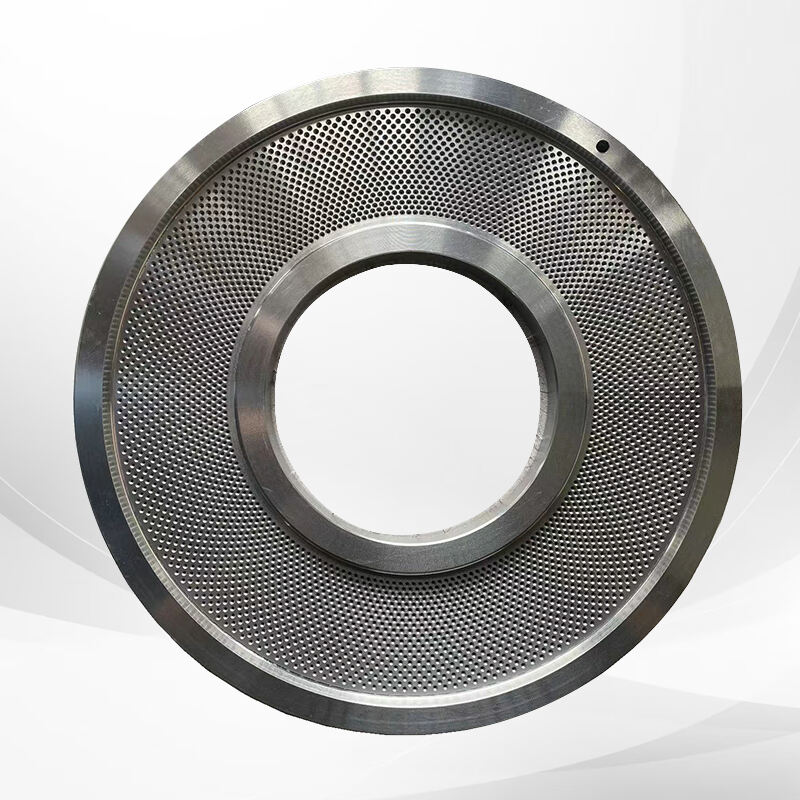
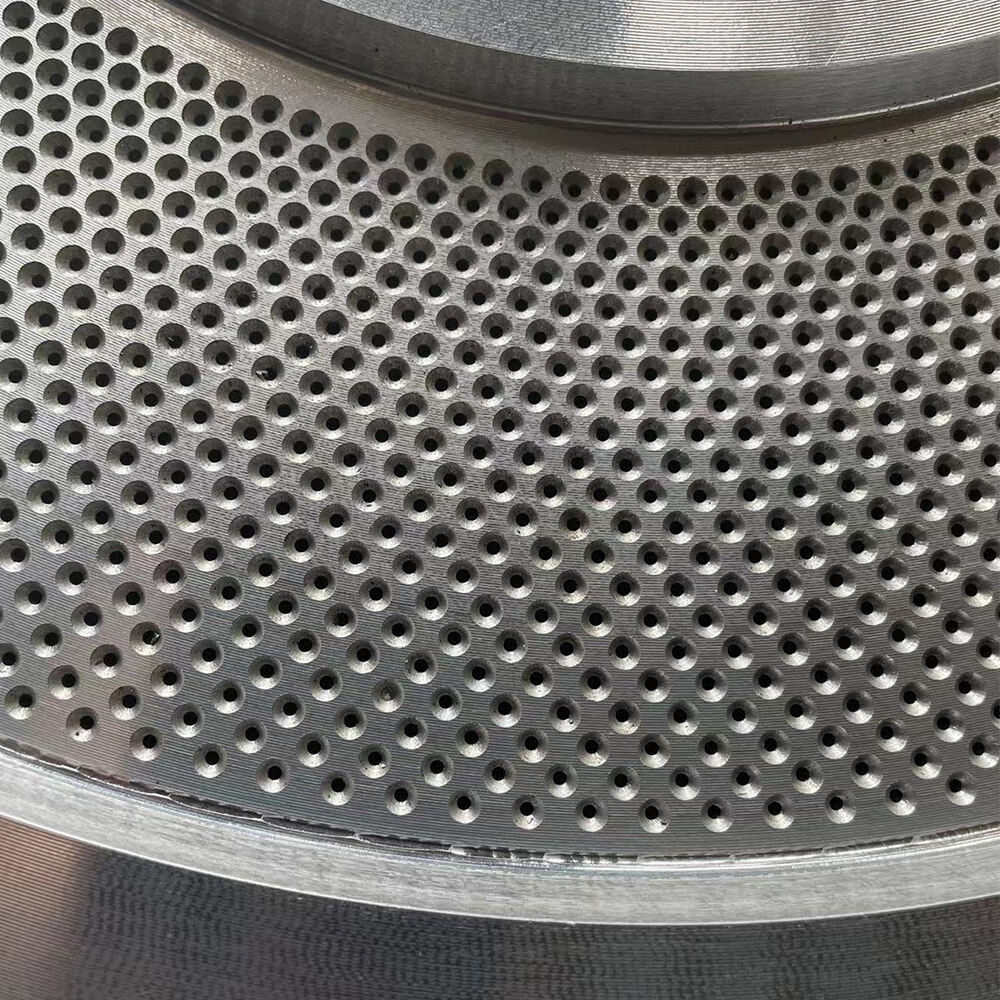
Yüksek kaliteli ürünler tamamen düzgün ve alınlıklı deliklere sahip olmalıdır. Martı, yatay deliklerin oksidasyonunu önlemek ve kalıbın deliklerinin pürüzsüzlüğünü etkili şekilde sağlamak için İtalya'dan ithal edilen delgeçlemeyi ve ileri düzeyde vakum ısı işleme tecnolojisini kullanır; bu sayede granülleştirilen ürünler birincil sınıftadır.
Granülatörün yüksek kalitesini korumak için üretim süreci sürekli denetlenmelidir ve her üretim aşaması sıkı bir şekilde izlenmelidir ki defolu ürün sayısı azaltılsın.