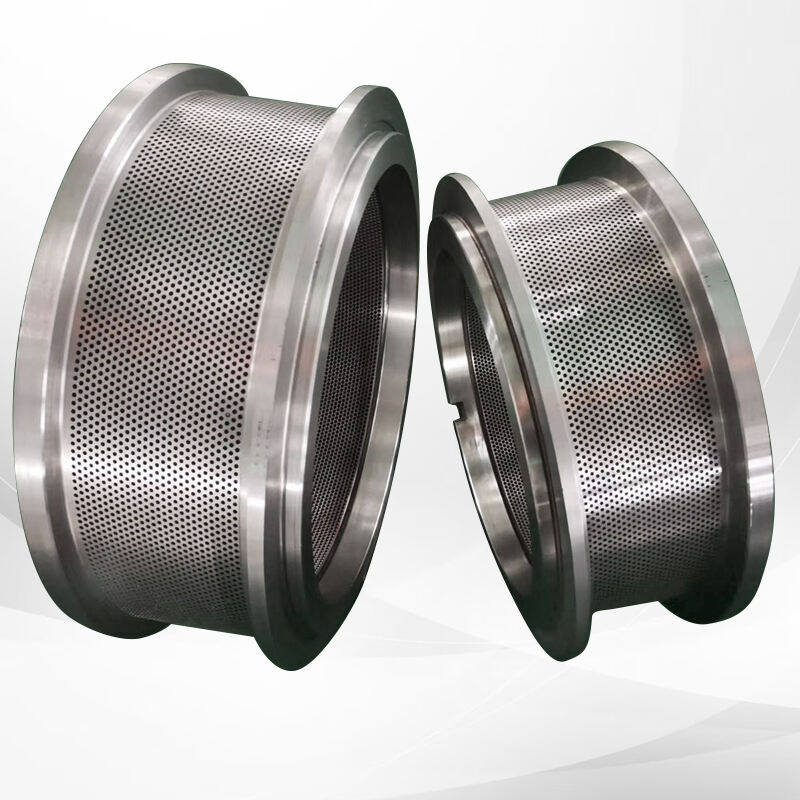
Pellet makinesi çevrelme kalıbı tanıtımı:
1. Malzeme: X46Cr13\/4Cr13 (stainless çelik),
20MnCr5\/20CrMnTi (alloy çelik)
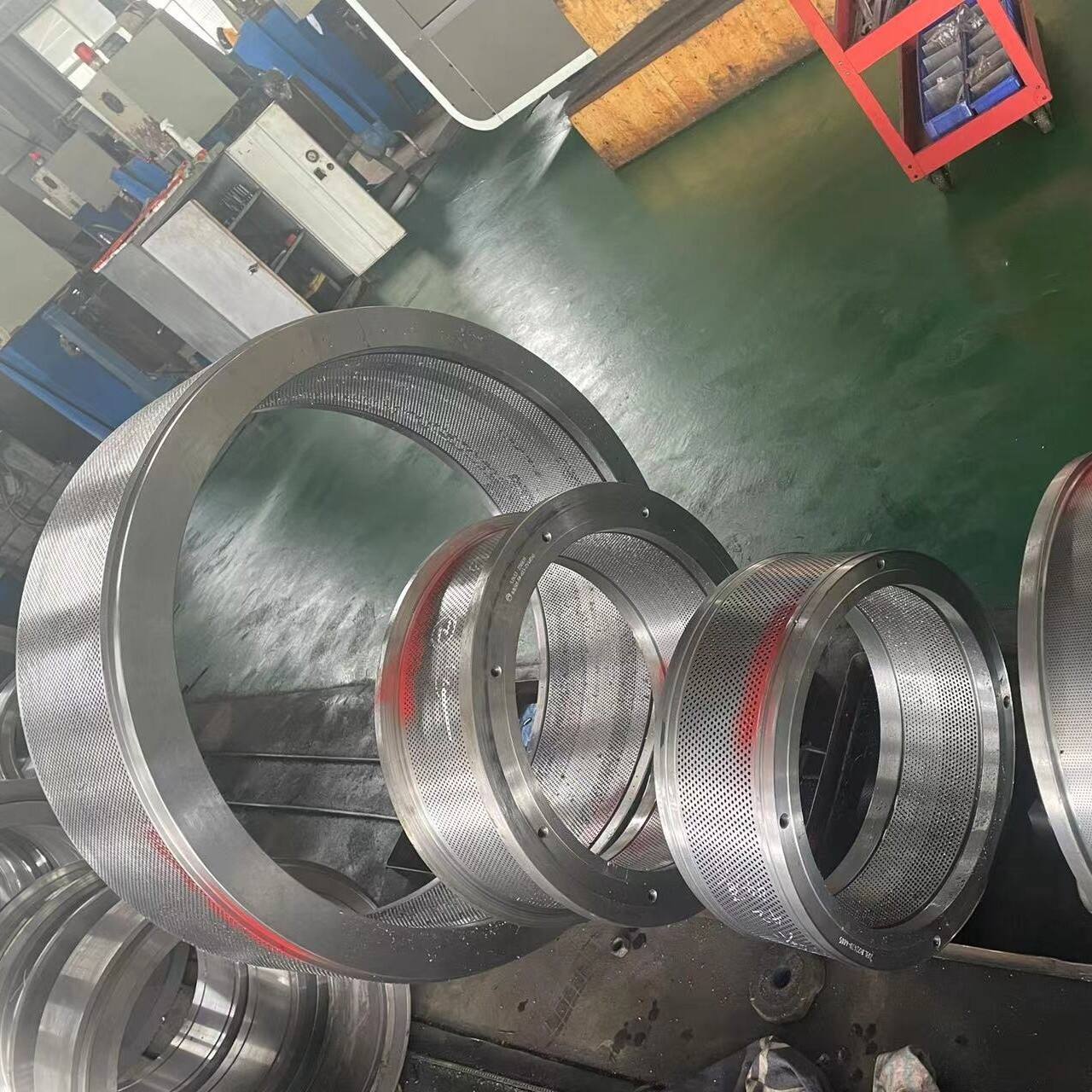
3. Çap: 1.0mm ile 28mm arasında
4. Pellet kalıp türü: Çevrelme Kalıp veya Düz Kalıp
5. Dış çap: Dış çap en fazla 1800mm
6. Özel olarak üretebileceğimiz Pellet Kalıp modelleri: CPM, Buhler, CPP, OGM, Zhengchang(SZLH\/MZLH), Amandus Kahl, Muyang(MUZL), Yulong(XGJ), AWILA, PTN, Andritz Sprout, Matador, Paladin, Sogem, Van Arssen, Yemmak, Promill; vb. Çiziminize göre size özel olarak üretebiliriz.
CPM pellet makinesi için: CPM2016, CPM3016, CPM3020, CPM3022, CPM7726, CPM7932, vb.
Yulong pellet mill için: XGJ560, XGJ720, XGJ850, XGJ920, XGJ1050, XGJ1250 Zhengchang pellet mill için: SZLH250, SZLH300, SZLH320, SZLH350, SZLH400, SZLH420, SZLH508, SZLH678, SZLH768 vb. Muyang pellet mill için: MUZL180, MUZL350, MUZL420, MUZL600, MUZL1200, MUZL610, MUZL1210, MUZL1610, MUZL2010; MUZL350X, MUZL420X, MUZL600X, MUZL1200X (Özellikle karides besi pellet için, çap: 1.2-2.5mm) Awalia pellet mill için: Awalia 420, Awalia350 vb. Buhler pellet mill için: Buhler304, Buhler420, Buhler520, Buhler660, Buhler900 vb. Kahl pellet mill (Düz kalıblı): 38-780, 37-850, 45-1250 vb.
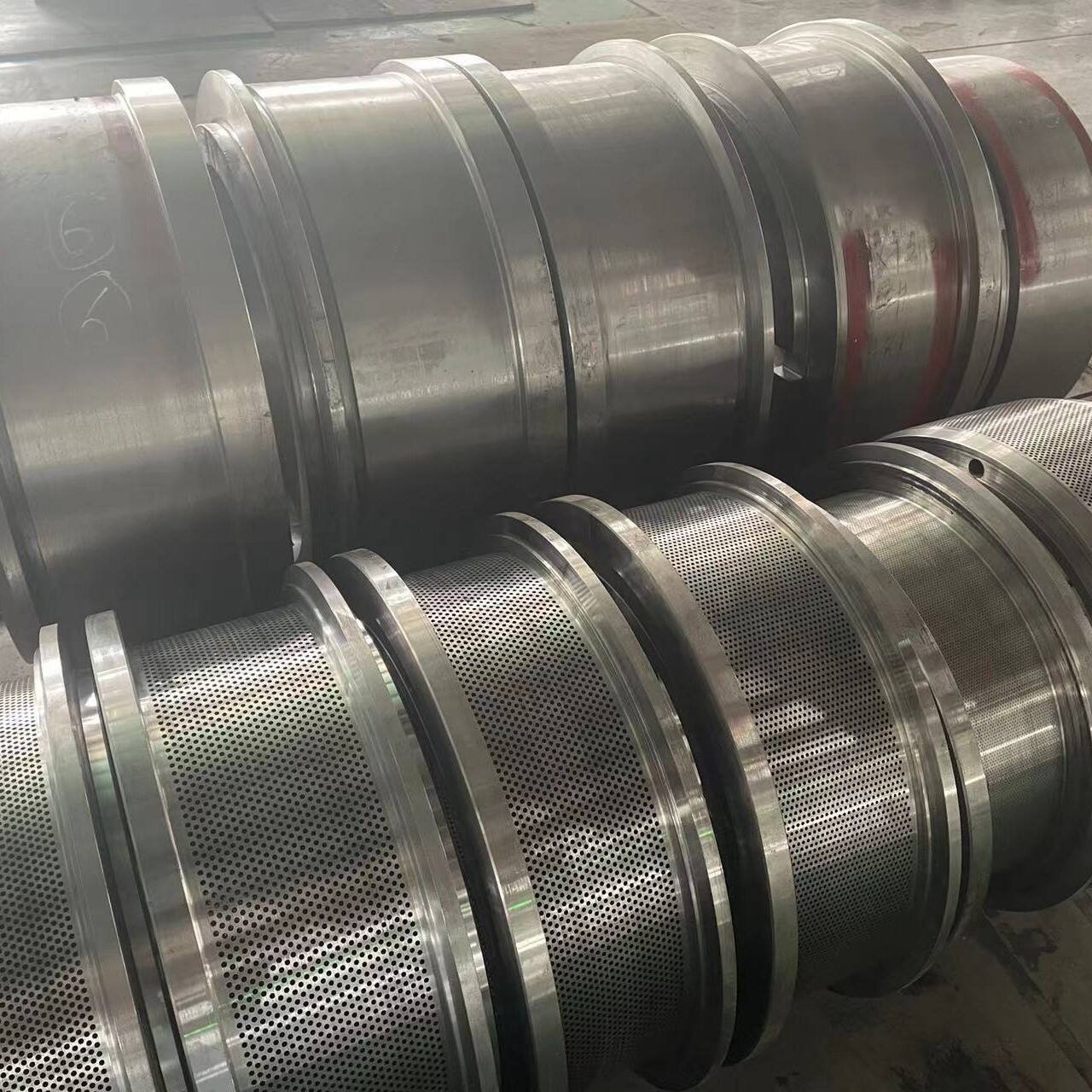
Pelit makinesi halka kalıbı yapım süreci:
Halka ölçü sıkıştırma oranı: Sıkıştırma oranı ne kadar yüksek olursa, elde edilen pelletler o kadar yoğundur. Ancak, sıkıştırma oranının daha yüksek olması pellet kalitesinin daha iyi olduğu anlamına gelmez. Sıkıştırma oranı, pellet yapımında kullanılan ham madde ve besin türüne göre hesaplanmalıdır. Üreticimizin birçok yıl süren pellet matkap üretimi ve araştırmaları deneyimi ışığında, size ring matkapların sıkıştırma oranları için genel bazı veriler sunuyoruz: Alıcılar, farklı durum ve gereksinimlere göre delik çapı ve sıkıştırma oranı farklı olan matkapları özelleştirebilir.
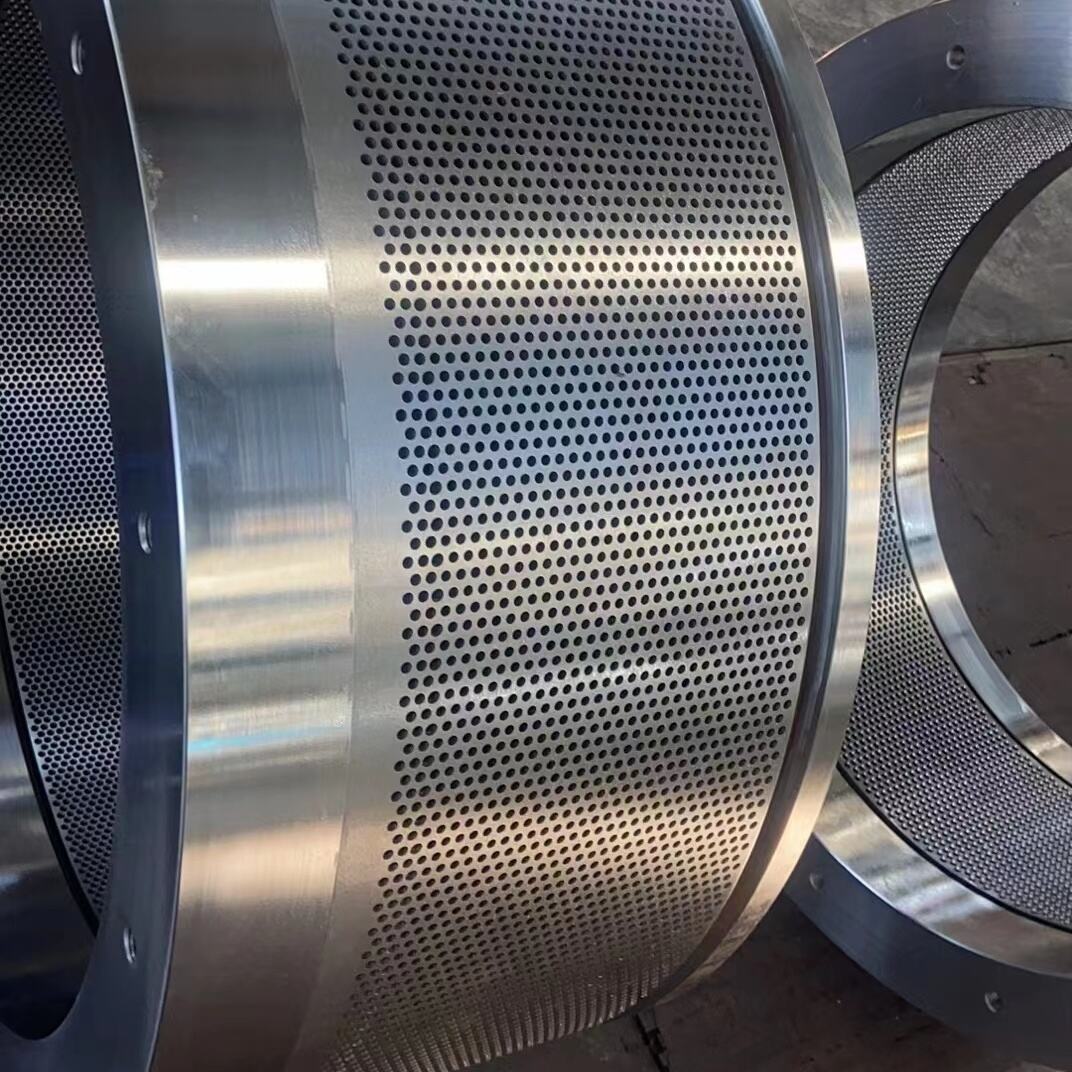
Ölçü deliği yapısı en yaygın yapı düzlü delik; serbest adımlı delik; dış koni deliği ve iç koni deliği vb. Farklı Ölçü deliği yapıları, farklı ham madde ve pellet yapımında kullanılan besin formülü için uygunlardır.
UYARI : Nasıl halka Ölçü bakımlarını ve denetimlerini yapabilirsiniz:
A. Kayışlar doğru şekilde ayarlanmalıdır, delik girdilerinin kayışlarla temas etmesinden veya atık metal nedeniyle hasar görmesinden emin olun.
B. Malzeme tüm çalışma alanına eşit olarak dağılmalıdır.
C. Tüm deliklerin eşit şekilde çalıştığından emin olun, gerekirse tıkanmış delikleri açın.
D. Matrisleri değiştirirken, matris oturma yüzeylerinin ve sabitleme sistemlerinin (kol, sıkma çubuğu veya aşınma halkası dahil) durumunu dikkatlice kontrol edin.